In machining, there are glamorous tools and there are useful tools. The edge finder falls squarely into the second camp. It does not throw sparks, it does not look like sci-fi jewelry, and nobody hangs one on the garage wall to impress the neighbors. But when it is time to locate a workpiece accurately, set a clean zero, and avoid turning expensive stock into decorative scrap, the edge finder suddenly becomes the hero of the story.
At its core, edge finding is the process of locating the exact edge, center, or reference surface of a part so the spindle knows where “zero” really lives. That sounds simple until you realize that every feature you cut after that point depends on it. A hole pattern, pocket, boss, slot, shoulder, or finished outside dimension is only as trustworthy as the setup that came first. If your starting point is off, the rest of the job follows it straight into disappointment.
This is why machinists still talk about edge finding with the seriousness usually reserved for coffee quality and vise alignment. On manual mills, it remains one of the classic ways to establish X and Y zero. On CNC machines, it still matters whenever you are setting work offsets manually, checking setups, or working without a probe. Even in shops full of modern tech, edge finding survives because it is simple, fast, affordable, andwhen done correctlysurprisingly accurate.
What an Edge Finder Actually Does
An edge finder helps position the spindle directly over the edge of a workpiece. The traditional mechanical version usually has a spring-loaded body and a smaller tip. As the spindle turns, the tip appears to wobble. As you move the tool gently toward the workpiece, that wobble changes. Then comes the famous moment: the tip centers briefly and “kicks” or jumps sideways. That breakaway point tells you the spindle center is offset from the workpiece edge by half the contact tip’s diameter.
The most common example is the classic .200-inch tip. When it kicks off, the spindle center is .100 inch away from the true edge. That is the magic number many machinists memorize early, usually right after learning that forgetting it is a fantastic way to machine a part that is exactly wrong.
Why Edge Finding Matters More Than It Looks
Edge finding matters because machining is cumulative. A tiny setup error can snowball into a part that looks beautiful, measures badly, and inspires uncomfortable silence at inspection. If your first datum is wrong, your hole locations shift. Your slot drifts. Your pocket lands in the wrong ZIP code. Your centerline becomes an enthusiastic guess.
That is why the humble edge finder earns its keep. It gives machinists a repeatable way to locate a part, reference a fixed vise jaw, find the center of round stock, and establish offsets with confidence. It is not just a setup tool. It is a trust-building tool.
Types of Edge Finders
Mechanical Edge Finders
This is the classic style most machinists picture first. It spins in the spindle, relies on visual breakaway, and works beautifully on flat vertical surfaces. Mechanical edge finders are popular because they are durable, inexpensive, and easy to understand once you have seen the motion a few times. They are also available in different body sizes and contact styles, including cylindrical and pointed tips.
Electronic Edge Finders
Electronic edge finders work differently. Instead of asking your eyeballs to spot a sudden jump, they use electrical conductivity to detect contact with a conductive workpiece. Many models respond with a light, sound, or both. They can be fast and convenient, especially when visibility is awkward. The catch is that they rely on conductivity, so they are not a universal answer for every material and setup.
3D Sensors and Related Tools
Modern shops also use 3D sensors, Haimer-style tools, test indicators, co-ax indicators, and touch probes. These tools can be excellent, and some can locate in X, Y, and Z while also helping with hole centers, flatness checks, and fixture alignment. Still, the traditional edge finder remains relevant because it is straightforward, lower-cost, and often faster than people expect for routine setup work.
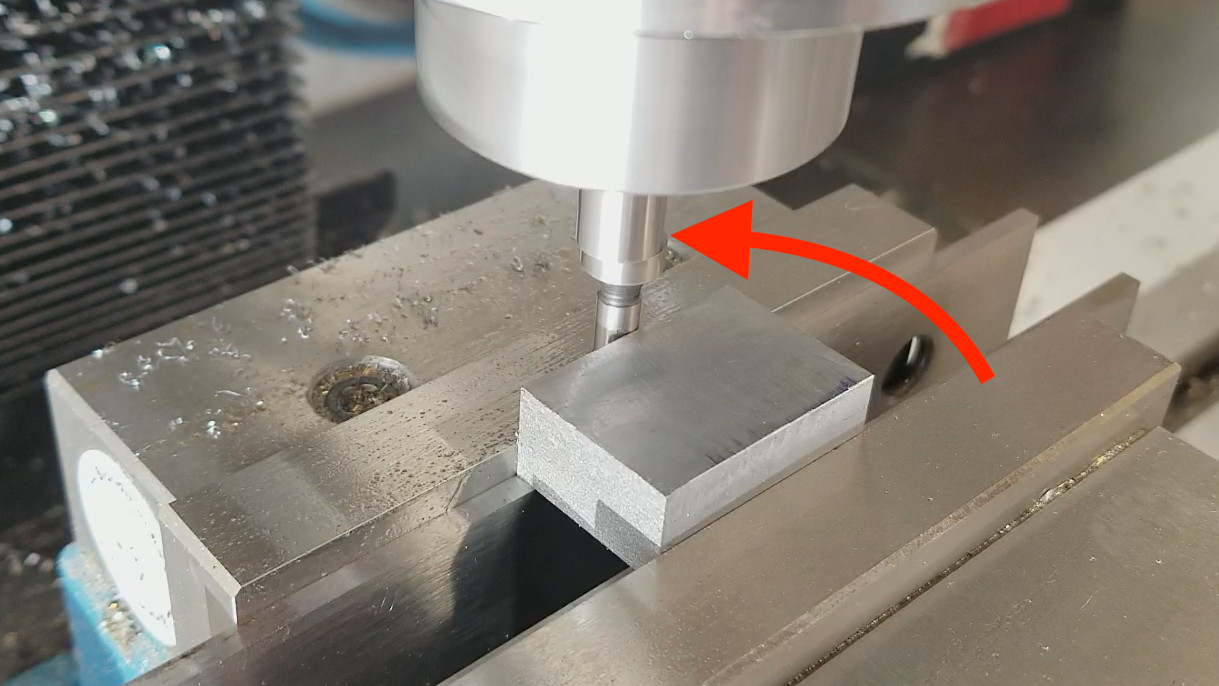
How to Use a Mechanical Edge Finder
The process is simple in theory and very revealing in practice. First, clamp the work securely. If the workpiece moves, everything else becomes a fascinating exercise in fiction. Next, mount the edge finder correctly in a collet or suitable holder. Start the spindle at a moderate speed. Around 800 to 1,500 RPM is a commonly recommended range, with about 1,000 RPM often used as a comfortable middle ground.
Once spinning, the tip will wobble slightly. Bring the workpiece slowly into the rotating tip. Not aggressively. Not heroically. Slowly. As contact begins, the tip starts to run truer, then suddenly breaks away. That breakaway is the moment to note or zero your readout. After that, compensate by half the tip diameter to establish the true work edge.
For a .200-inch tip, add or subtract .100 inch depending on your approach direction. Then repeat the process to confirm. Good machinists trust, but verify. Great machinists verify twice because they have seen what happens when confidence outruns evidence.
Common Sizes and Why They Matter
Not all edge finders are identical, and choosing the right one depends on the work. The classic .200-inch tip is common because it is easy to use and easy to offset mentally. Some models use a 3/8-inch body, others a 1/2-inch body. Larger bodies can offer a little more visible offset, which some operators like because the approach is easier to read.
You will also see .375-inch and .500-inch contact diameters, plus pointed tips. Cylindrical tips work well for standard edge location. Pointed tips and equal-diameter styles can be useful when locating round stock, tubes, bosses, and related features. The “best” style depends less on online arguments and more on the shape of the thing sitting in your vise.
Finding More Than Just a Straight Edge
Edge finders are not limited to a simple block with four sides and no personality. They can also help locate the center of round stock, tubes, bosses, and pockets. The method is usually straightforward: find one side, then find the opposite side, note both readings, and split the difference. That midpoint becomes your center.
If you are touching off a round rod in a fixture, you may need to account for both the rod diameter and the contact diameter of the edge finder, depending on how you are establishing center. That is one reason machinists who understand geometry tend to sound calmer in setup conversations. The tool is simple. The thinking behind it still matters.
Manual Mills vs. CNC Machines
Edge finders are closely associated with manual milling, and for good reason. On a manual machine with a DRO, they are fast, practical, and widely taught. They are excellent for learning the logic of datums, offsets, and spindle-to-part relationships. In other words, they teach the kind of understanding that makes all other setup methods easier to grasp later.
On CNC machines, edge finders are less glamorous because probes get a lot of attention, and rightly so. Probing systems can automate work offsets, increase repeatability, and save time in production. But edge finders still belong in the conversation. They remain useful for manual setups, one-off jobs, quick checks, backup workflows, and shops that do not want every problem solved by software, batteries, or menus with too many tabs.
Common Mistakes That Cause Bad Edge Finding
Moving Too Fast
The most common mistake is rushing the approach. If you plow into the part, you can miss the exact breakaway point, damage the tool, or convince yourself that “close enough” is a measurement strategy. It is not.
Forgetting the Radius Offset
This is the classic blunder. The edge finder kicks off and the operator zeros the readout without adding half the tip diameter. Now the machine thinks the spindle center is at the work edge when it is actually still offset. The result is a part full of confidence and wrong numbers.
Poor Workholding
An edge finder is not a lie detector for a bad setup. If the vise is out, the work is not seated, or chips are trapped under the part, the tool will faithfully measure a problem you created yourself. Clean, secure workholding comes first.
Wrong Tool for the Job
Flat edges are edge-finder territory. Tight bores, odd profiles, delicate surfaces, and ultra-precision setups may call for indicators, co-ax tools, or probes instead. Using an edge finder on the wrong feature is like using a butter knife as a screwdriver. Yes, something will happen. No, it will not be elegant.
How Good Machinists Get Better Results
Good machinists build habits around edge finding. They clean the vise and parallels. They check alignment. They run a sensible spindle speed. They approach slowly. They repeat the touch-off. They write down offsets instead of trusting memory during a busy setup. They know the diameter of the contact tip before they start. They do not assume the tool is perfect just because it came in a nice box.
They also understand that measurement confidence is a system, not a single action. Machine condition, spindle runout, workpiece shape, surface finish, rigidity, and even the operator’s view all influence the result. Edge finding is simple, but simple is not the same as careless.
When an Edge Finder Is the Smart Choice
An edge finder shines when you need a quick, dependable reference on a manual mill, when you are teaching setup fundamentals, when you are working from known edges, or when you want an affordable tool that does a narrow job well. It is especially handy for prototypes, repair work, one-off fixtures, and home shops where practicality matters more than showroom bragging rights.
If you are machining a block, spotting a hole pattern, establishing a corner zero, or centering on round stock, it is hard to argue with a tool that has been solving these problems for generations.
Safety and Shop Sense
Edge finders are setup tools, not toys. Keep the work clamped securely, use the correct holder, and approach the part gently. Stay clear of rotating tools, keep loose clothing and distractions out of the picture, and stop if something does not look right. The best setup habits are not dramatic; they are boring, repeatable, and safe. In machining, boring is underrated and emergency-room visits are overrated.
Shop-Floor Lessons: Experience-Based Notes on Edge Finding
If there is one thing edge finding teaches quickly, it is humility. On paper, the process looks almost laughably easy: spin the tool, move toward the part, watch the jump, apply the offset, done. In real shop life, that neat little sequence gets filtered through spindle noise, oily fingers, awkward sight lines, impatience, and the universal temptation to say, “Yeah, that’s probably close enough.” That sentence has launched more bad setups than bad tooling ever did.
One of the most common experience-based lessons is that edge finding gets better the moment a machinist slows down. Beginners often think accuracy comes from complicated equipment, but a lot of it really comes from pace. When you creep up on the work instead of charging at it, the tool starts talking to you. You can see the wobble change. You can catch the brief moment when the tip runs true. You can recognize the breakaway instead of guessing where it happened two seconds after the fact.
Another lesson is that setup quality shows up everywhere. A chip under the part may seem tiny, but it can tilt the work just enough to create confusing results. A vise that is not indicated properly can make your edge finding honest and your finished geometry wrong at the same time. That is one of machining’s favorite tricks: the tool does its job perfectly, but the setup around it lies.
Machinists also learn that edge finding has a rhythm. After a while, people stop treating it like a mysterious ritual and start treating it like a conversation between tool, machine, and part. You touch off once, back away, repeat, and compare. If the readings agree, confidence goes up. If they do not, something needs attention. That repeatability habit is what separates method from superstition.
There is also a practical wisdom in knowing when to stop using the edge finder and reach for something else. Shops gain efficiency when operators recognize the limits of the tool. A straight edge on a block? Perfect. A delicate bore with tighter demands? Maybe use an indicator or probe. Smart machining is not about loyalty to a tool. It is about choosing the simplest tool that reliably gets the job done.
Perhaps the biggest experience-based truth is that edge finding teaches spatial thinking. You stop seeing just a part in a vise and start seeing relationships: spindle to edge, edge to datum, datum to feature, feature to tolerance. Once that clicks, the edge finder becomes more than a setup aid. It becomes a teacher. And that is why it remains valuable even in modern shops full of probing systems and digital shortcuts. It trains the machinist, not just the machine.
Conclusion
Edge finding is one of those old-school machining skills that refuses to become obsolete because it still solves real problems extremely well. Whether you are using a classic mechanical edge finder, an electronic model, or a more advanced sensor-style tool, the purpose is the same: establish accurate reference points so the rest of the job has a fighting chance of being right.
For machinists, that makes the edge finder more than a small accessory in a drawer. It is a foundational setup tool, a geometry lesson in metalworking form, and a reminder that precision usually begins with patience. It may not be flashy, but in the world of machining, flashy rarely holds tolerance.

